21
A Guide to Core Drilling
Core drills are only used for enlarging diameters of existing holes
whether drilled, punched or cored. Having no point, the drill is only
able to cut on the chamfer. The maximum amount of material that
can be removed is restricted by the chamfer root diameter to 60%of
the core drill diameter.
Because of its multi-flute construction the core drill gives better hole
size and surface finish than a two flute drill. Two flute drills should
not be used to enlarge existing holes as they will tend to chip and
break.
Speed and Feed rates for Core Drills
Speed - As for 2 flute drills
Feed -
3 Flute
1 to 1,5 X 2 flute drill feed rate
4 Flute
1,5 to 2 X 2 flute drill feed rate
Cutting diameter tolerance
SOMTA Twist Drills are manufactured to h8 tolerance.
2 Flute Drills
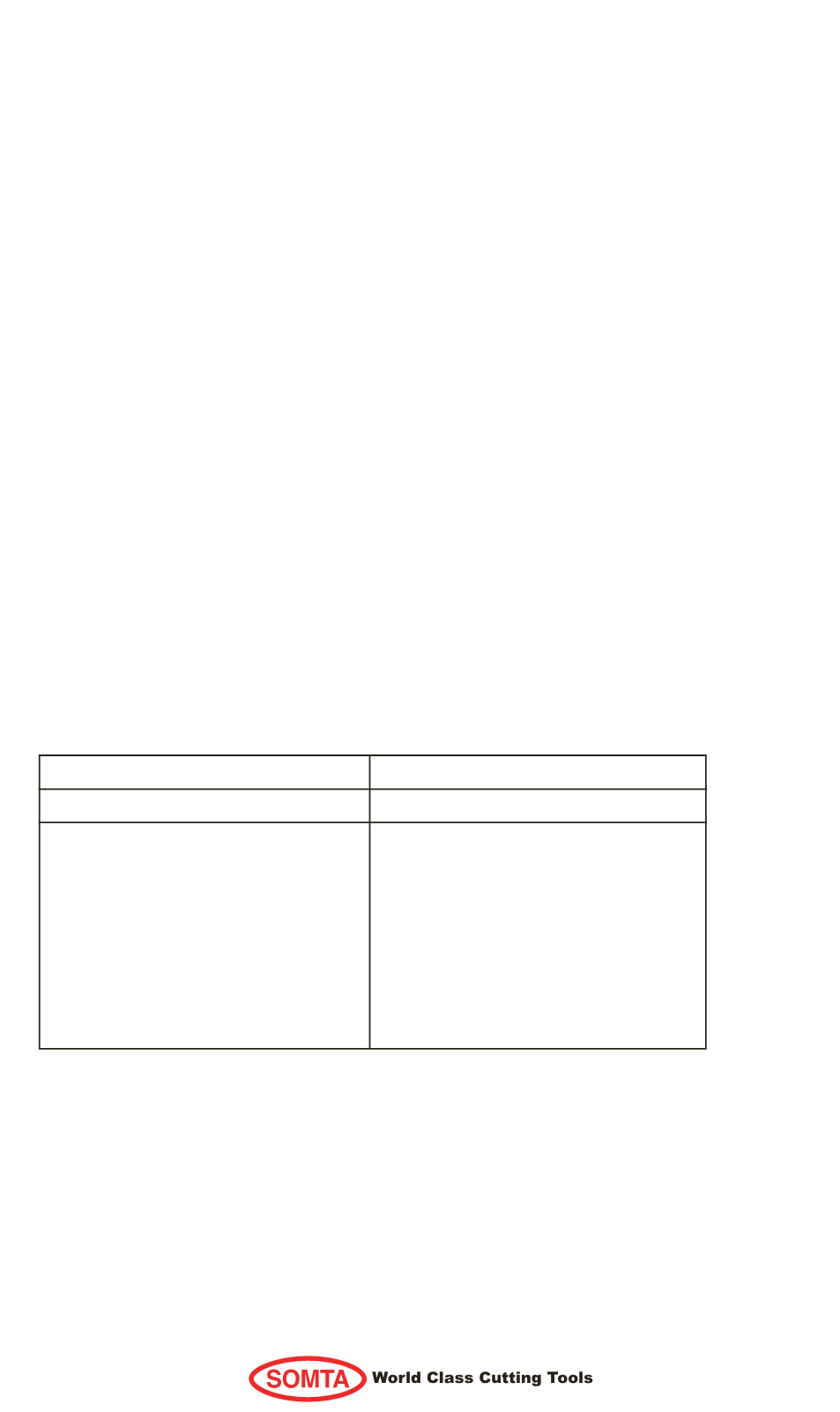
Cutting Diameter Tolerance on Twist Drills
Drill Diameter (mm)
Diameter Tolerance (mm)
Above Up to
Plus Minus
- 3
+ 0 -0,014
3 6
+ 0 -0,018
6 10
+ 0 -0,022
10 18
+ 0 -0,027
18 30
+ 0 -0,033
30 50
+ 0 -0,039
50 80
+ 0 -0,046
Back Taper on Fluted Portion
The drill diameter is normally reduced over the fluted portion to
prevent jamming. The amount of back taper is a maximum of: 0,08
mm on diameter per 100 mm length.
Back taper is usually only applied to sizes over 6 mm.


