19
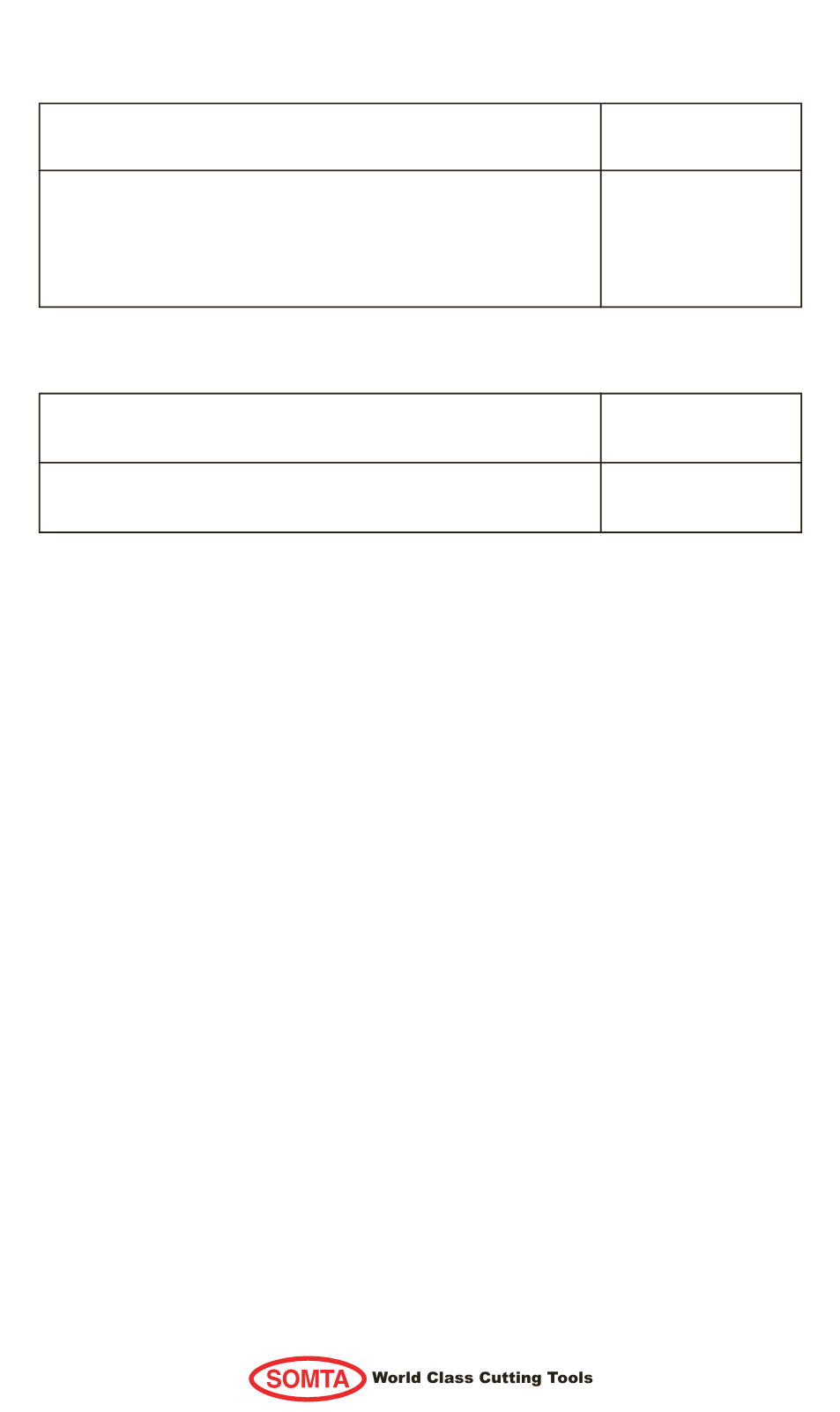
Recommended Speeds for Deep Holes
Depth of Hole
% Speed
Reduction
3 X Drill Diameter
10%
4 X Drill Diameter
20%
5 x Drill Diameter
30%
More than 6 X Drill Diameter
40%
Recommended Feeds for Deep Holes
Depth of Hole
% Feed
Reduction
3 to 4 X Drill Diameter
10%
5 to 8 X Drill Diameter
20%
Extra Length "Deep Hole" Drills (UDL Form)
The SOMTA "Deep Hole" drill has a specially shaped flute form,
commonly known as Parabolic, which gives rigidity for deep hole
drilling and improves chip flow, enabling the full depth of the hole to
be drilled without withdrawal.
These drills are of special robust design for use on tougher materials
such as steels and cast irons with hardness up to 1000 N/mm².
Similar drills for softer materials such as aluminium, mild steel etc.
with hardness up to 500 N/mm² are available on special request.
Coolant Feed Drills
Higher production rates can be achieved when deep hole drilling by
using coolant feed drills.
Harmful heat generation at the drill point is prevented by the supply
of coolant to the cutting face. This allows higher speeds and feeds
and improved chip flow, thus eliminating the need to clear the flutes
by withdrawal.


